



激光切割服务
- 交付时间最快 3-5 天
- 通过 ISO 9001:2015 认证
30t-1800t
即时报价
12
表面处理
0 件
订购数量
0.025 毫米
公差
什么是等离子切割?
等离子切割是一种生产工艺,涉及使用温度高于 20,000 摄氏度的电离气体来熔化和去除工件上的材料。这里使用的气体包括氩/氢、氩或氮。等离子切割是制造高精度零件的理想选择,既适用于一般应用,也适用于特定行业。使用 GCH 的定制等离子切割服务,您可以在制造产品零件时获得许多好处。其中一些优势包括

- 高精度和可重复性:精度和可重复性是我们等离子切割服务的主要优势之一。在切割金属工件的形状和角度时尤其如此。在 GCH,我们拥有经验丰富的操作员,他们的双手稳健有力,可确保切割干净利落、高度精确。
- 适用于各种材料:多功能性是使用等离子切割制造金属的主要优势之一。这是因为它能够切割铁、铜、不锈钢、钢、黄铜等导电金属。此外,等离子切割的切割速度最快,是金属加工的最佳方法之一。
- 适用于不同厚度:与其他金属切割方案不同,数控等离子切割可以切割各种厚度的金属。GCH 的等离子切割团队可以切割厚度达一英寸半或更厚的金属。
- 复杂形状:无论几何形状多么复杂,等离子切割都能轻松制作出各种形状。在 GCH,我们使用等离子切割技术来制作复杂的形状、直线和曲线,而使用其他金属切割技术是无法制作这些形状、直线和曲线的。
- 高效节能:节能是越来越多的公司和企业倾向于等离子切割的原因之一。在 GCH,我们的数控等离子切割机非常节能,可以节省长期成本。
从原型到生产的激光切割
激光切割的多功能性和精确性确保了出色的初始产品开发和连续生产。从复杂的定制部件到复杂的外壳,设计文件都能快速转化为最终产品。

功能原型
制作具有其他切割方法难以实现的复杂细节和精细特征的原型。可实现快速周转,缩短整体生产时间。

快速原型制作
对各种材料进行快速精确的切割。这包括制作测试件、评估设计以及生产小批量产品进行测试和验证。
GCH 包覆成型能力
GCH 的定制包胶服务可确保生产出外观和性能更佳的塑料零件。我们的生产线采用包胶注塑工艺,可以将多种不同的材料融为一体,确保您获得质量上乘的产品。
| 标准 | 说明 |
| 厚度 | 铝≤40 毫米、钢≤50 毫米、不锈钢≤50 毫米 |
| 切割公差 | 等离子切割的标准公差范围在 0.1 至 0.2 毫米之间。这一公差水平主要取决于零件的尺寸和一般要求。不过,在 GCH,我们会根据客户的要求调整公差水平。 |
| 切割区 | 厚度不超过 4 毫米的薄铝板的切割面积为 1000 x 2000 毫米、1250 x 2500 毫米和 1500 x 3000 毫米。 切割厚度超过 4 毫米的厚钢板的面积为 1500 x 3000 毫米、2000 x 3000 毫米、1500 x 6000 毫米。 |
| 准备时间 | 5 天或以上 |
| 角(缝隙大小) | 约 0.5 毫米(0.02 英寸) |
| 边缘状况 | 激光切割的边缘有哑光和垂直线条。 |
| 激光源 | CO2 和光纤激光器。功率可达 10 千瓦。 |
| 重复性 | +/- 0.05 毫米(0.002 英寸) |
| 定位精度 | +/- 0.10 毫米(0.004 英寸) |
| 准备时间 | 5-7 天 |
等离子切割材料
GCH 的激光切割服务用途广泛,适用于从黑色金属到有色金属、塑料和其他非金属的各种材料。我们的激光切割设备结合了超现代技术和熟练的专业人员,可对不同强度、重量和热性能的材料进行激光切割。以下是一些可用于您的项目的激光切割材料。

铝质
铝的热反射能力是机械师青睐这种金属作为等离子切割材料的原因之一。铝还具有重量轻、无腐蚀性和高延展性等特点。此外,铝还具有成本效益,与其他材料相比,等离子切割时间更短。铝还具有很高的可回收性,从长远来看有助于减少浪费。
亚型: 2024, 5052, 5083, 6061, 6063, 6082, 7075

钢
钢是机械加工车间最常用的金属之一,因为它具有很高的可加工性。除机械加工性能外,钢还具有很高的抗拉强度、延展性和延展性。它还非常耐用,外观美观。钢是等离子切割的理想材料,其中一个主要原因是它具有高焊接性,可以承受等离子切割机热量产生的应力。
亚型: 1018, 1020, 1025, 1045, 1215, 4130, 4140, 4340, 5140,A36,ST37

不锈钢
不锈钢是一种至少含 11% 铬的金属合金。这种金属的铬含量使其外观光亮。这种金属在高温下的强度高于大多数金属,是等离子切割的理想材料。不锈钢还具有较高的抗拉强度和良好的可塑性。此外,不锈钢还很容易加工。
亚型: 201, 303, 304, 316, 316L, 420, 430, 431, 304
等离子切割的表面处理选项
使用等离子切割制造的零件通常都具有出色的表面处理效果。在 GCH,我们提供各种定制的表面处理选项,以提高所生产部件的功能、外观和耐用性。
| 名称 | 材料 | 颜色 | 纹理 | 厚度 | |
 | 阳极氧化 | 铝质 | 透明、黑色、灰色、红色、蓝色、金色。 | 光滑的哑光表面。 | 薄层:5-20 微米 硬质阳极氧化膜:60-200 µm |
 | 贝德爆破 | ABS、铝、黄铜、不锈钢、钢 | 不适用 | 亚光 | 0.3 毫米-6 毫米 |
 | 粉末涂层 | 铝、不锈钢、钢 | 黑色,任何 RAL 代码或 Pantone 编号 | 亮光或半亮光 | 5052 铝 0.063″-0.500 英寸 6061 铝 0.063″-0.500 英寸 7075 铝 0.125"-0.250″ 低碳钢 0.048″-0.500″ 低碳钢 0.048″-0.500″ 低碳钢 4130 铬钼钢 0.050″-0.250″ 不锈钢 0.048″-0.250″ 英寸 0.048″-0.500″ 不锈钢 |
 | 电镀 | 铝、钢、不锈钢 | 不适用 | 光滑亮泽的表面 | 30-500 µin |
 | 抛光 | 铝、黄铜、不锈钢、钢 | 不适用 | 光泽 | 不适用 |
 | 刷牙 | 铝、黄铜、不锈钢、钢 | 视情况而定 | 缎面 | 不适用 |
 | 丝网印刷 | 铝、黄铜、不锈钢、钢 | 视情况而定 | 不适用 | < 1 µm |
 | 钝化 | 不锈钢 | 无 | 不变 | 5μm - 25μm |
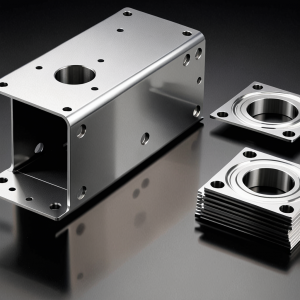
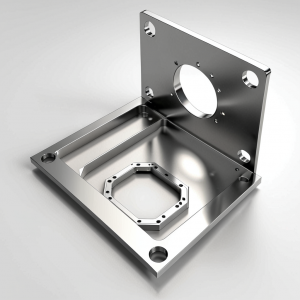
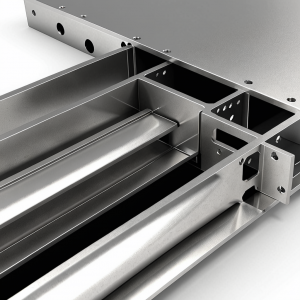
等离子切割部件图库
为什么选择 GCH
我们采取的方法旨在满足您的定制需求。我们旨在为工程专家和项目经理提供从设计到生产的长期原型包胶解决方案。GCH 将具有成本效益的模具与技术驱动的包覆成型服务相结合,有助于制造出高质量的零件。

无起订量
无最低订货量要求,有助于将塑料成型件从设计到生产的快速周转,并支持按需成型制造需求,降低注塑成型成本。

公差小、质量高
我们的注塑成型工艺包括重要的设计考虑因素,以提高成型性和美观性。GCH 可提供不同尺寸和复杂程度的注塑成型零件。我们的标准公差由 ISO 2768 标准规定,有助于我们满足严格的公差要求。

高效率
我们拥有经过认证的国内工厂和强大的供应链系统,能够加快产品开发周期,并为您尽快生产注塑件架起桥梁。

注塑成型专家
与我们在注塑行业拥有 10 多年经验的专家合作,高效地完成从原型设计到生产的周转。
定制等离子切割机如何工作?
注塑成型工艺包括将塑料原料送入注塑成型机,将其熔化,然后注入铝模或钢模。冷却后,一个生产级的热塑性塑料部件就成型了,然后顶出供进一步使用或组装。
等离子切割部件图库
请浏览 GCH 丰富的图库,其中展示了我们已完成的部分注塑件,您可以确信我们能够按照您的严格规格为您设计注塑项目。
常见问题
常见问题
我们的模具制作过程包括 6 个步骤:
步骤 1: 生产安排:确定所有要求并安排生产。
步骤 2: DFM 报告分析:免费提供详细的生产 DFM 报告,以便进一步进行可行性分析。
步骤 3: 生产模具:将模具投入生产,并提供整个周期的模具计划表,以便客户随时检查生产过程。
步骤 4: 免费样品测试:将模具投入生产,并提供整个周期的模具计划表,供客户随时检查生产过程。
步骤 5: 批量生产:客户确认样品合格后,正式进行后续生产。
步骤 6: 节省模具:生产完成并经过质量检验后交付。模具将被清洗并妥善保存,以备下一轮零件生产。
公差在注塑成型中至关重要;如果没有适当的规范和控制,就会出现装配问题。在 GCH,我们遵守 ISO 2068-c 的注塑公差标准,但也可根据需要满足更严格的规格要求。
我们没有最低订购量要求。但是,数量越大,价格越有竞争力。
订单下达后,模具设计和制作通常需要 35 天左右的时间,另外还需要 3-5 天来生产成型零件。
我们的服务成本取决于多个因素,如部件尺寸、模具复杂程度、型腔数量、材料类型和后处理要求。我们在平台上对这些因素进行分析后提供报价。
在 GCH,我们提供各种适用于各种应用的热塑性和热固性材料。一些常见的材料包括 ABS、聚碳酸酯、聚丙烯和 TPE。如需完整的材料清单或定制材料需求,请联系 我们的客户服务.
是的,GCH 提供 快速成型服务.这样,您就可以在投入大规模生产之前测试和验证您的设计。
最新文章
Top Materials Used In CNC Machining: A Comprehensive Guide
Precision CNC machining services for high-quality, custom parts. Expert manufacturing for industrial applications.
The Latest Trends In CNC Machining Technology You Should Know
“Precision CNC machining manufacturer offering high-quality custom parts, rapid prototypes, and production services for aerospace, automotive, medical, and industrial applications.”
Navigating the Precision Frontier: CNC Machining Trends Shaping 2025
Computer Numerical Control (CNC) machining stands as a cornerstone of modern manufacturing, underpinning the production