



定制压铸服务
迅速从塑料成型原型过渡到高质量的定制生产部件。一天之内即可获得批量价格和可制造性设计 (DFM)。从 30 多种热塑性和热固性材料中进行选择。
- 即时压铸报价和全面的 DFM
- 精密公差小至 0.05 毫米(±0.002 英寸)
- 压铸件最快 3 天交货
10 S
即时报价
1 天
准备时间
0 件
订购数量
0.01 毫米
公差
我们的定制注塑服务
通过 GCH 的注塑成型解决方案,我们可以根据精确的尺寸、复杂程度和产量规格定制零件。我们的机器从 30 吨到 1800 吨不等,可按需进行原型设计和生产运行,确保设计精度。每个注塑订单都附带免费的设计咨询,从而提高产品竞争力。交货周期短至 15 天,可实现快速周转。

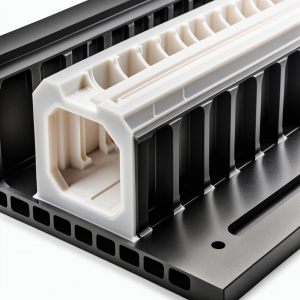
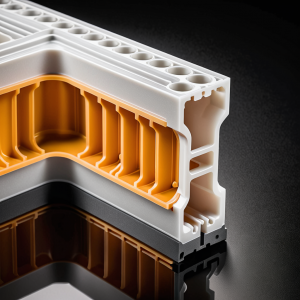
GCH 的定制注塑产品
查看我们为客户制造的塑料原型和按需生产部件。





定制注塑成型解决方案
了解我们的按需注塑成型解决方案,实现从原型设计到高质量生产的无缝过渡。

快速原型制作
受益于我们的快速注塑成型,以低成本快速交付 1K-100K 件产品。我们使用铝制或钢制模具,确保快速周转,直接解决您的生产难题,缩短产品上市时间。

小批量生产
小批量注塑可提高您的产量,使用弹性钢模可生产 100K-1M 件。这确保了高质量和一致性,在保持卓越标准的同时,有效地满足了您对大规模精确生产的需求。
注塑成型材料
GCH 提供用于注塑模具的常见金属和各种常用塑料材料。

注塑材料
在注塑成型工艺开始小批量或大批量生产之前,需要高公差数控加工模具。最常用的材料包括
工具钢: P20、H13、S7、NAK80、S136、S136H、718、718H、738
不锈钢:
420、NAK80、S136、316L、316、301、303、304
铝 6061, 5052, 7075

热塑性塑料
注塑成型服务使用的材料种类繁多,性能各异,包括抗冲击强度、硬度、耐热性、耐化学性等。
ABS HDPE LDPE PP
PPA PS POM PC
聚氨酯聚四氟乙烯(PTFE)尼龙
pc pmma pa peek
PET

注塑模具表面处理
从原型设计到生产,GCH 都能确保产品的卓越品质和可靠功能。我们拥有广泛的生产级金属和塑料材料选择以及高度先进的按需制造技术,可为多个行业提供高品质的产品。
| SPI 表面处理标准 | 表面粗糙度 RA(毫米) | 加工方法 | 纹理 | 建议使用的钢材 |
| SPI A1 | 0.012 至 0.025 | 6000 粒钻石 | 超高亮面漆 | S136(54HRC)或 8407(52HRC) |
| SPI A2 | 0.012 至 0.025 | 3000 粒度金刚石 | 高光处理 | S136(54HRC)或 8407(52HRC) |
| SPI A3 | 0.05 至 0.10 | 1200 粒径钻石 | 正常光泽度 | S136(300HB)或 718H |
| SPI B1 | 0.05 至 0.10 | 600 砂纸 | 精细的半亮光漆面 | 718H |
| SPI B2 | 0.10 至 0.15 | 400 砂纸 | 中度半亮光漆面 | 718H |
| SPI B3 | 0.28 至 0.32 | 320 号砂纸 | 正常半光面 | 718H |
| SPI C1 | 0.35 至 0.40 | 600 号砂砾石 | 细腻的亚光效果 | 718H |
| SPI C2 | 0.45 至 0.55 | 400 号砂石 | 中度哑光 | 718H |
| SPI C3 | 0.63 至 0.70 | 320 号砂石 | 普通哑光 | 718H |
| SPI D1 | 0.80 至 1.00 | 干喷玻璃珠 | 缎纹表面处理 | 718H |
| SPI D2 | 1.00 至 2.80 | 干喷 | 无光泽纹理饰面 | 718H |
| SPI D3 | 3.20 至 18.0 | 干喷 | 粗糙纹理饰面 | 718H |
GCH 压铸能力
| 标准 | 说明 |
| 最大部件尺寸 | 1200×1000×500 毫米 47.2×39.4×19.7 英寸 |
| 最小部件尺寸 | 1×1×1 毫米 0.039×0.039×0.039 英寸 |
| 部件间重复性 | +/- 0.1 毫米 +/- 0.0039 英寸 |
| 模腔公差 | +/- 0.05 毫米 +/- 0.002 英寸 |
| 可用的模具类型 | 钢制和铝制模具。我们提供的生产级别1000 次以下、5000 次以下、30000 次以下和 100000 次以上 |
| 可提供的机器 | 单腔、多腔和系列模具、 压机吨位从 50 到 500 |
| 辅助业务 | 模具纹理加工、移印、激光雕刻、螺纹插件和基本组装。 |
| 检查和认证选项 | 质量报告,如 FAI、ISO 9001、ISO 13485 |
| 准备时间 | 大多数订单可在 15 个工作日内完成、 全天候报价响应 |
压铸类别
我们遵守 SPI 模具分类的五个标准类别(从 101 级到 105 级),以满足客户和供应商的期望。
| 模具类 | 生产水平 | 周期 | 应用 | 宽容 | 费用 | 准备时间 |
| 第 105 级 | 非常低 | 少于 500 个周期 | 原型测试 | ± 0.02 毫米 | 生产数量非常有限的产品原型成本低廉 | 7-10 天 |
| 104 级 | 低 | 少于 100K 周期 | 适用于使用非磨损性材料的限量生产部件 | ± 0.02 毫米 | 属于中低价位 | 10-15 天 |
| 103 级 | 中型 | 少于 500K 周期 | 适用于中低产量零件 | ± 0.02 毫米 | 属于常见的价格范围 | 10-15 天 |
| 102 级 | 中到高 | 少于 100 万 | 适用于使用磨损性材料和/或公差要求严格的部件 | ± 0.02 毫米 | 价格合理,材质优质 | 10-15 天 |
| 第 101 课 | 极高 | 超过 100 万次循环 | 极高的产量和快速的循环时间 | ± 0.02 毫米 | 价格最高,只采用最优质的材料制作 | 10-18 天 |
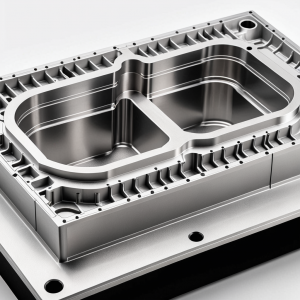
定制压铸如何工作?
压铸工艺包括将塑料原料送入注塑机,将其熔化,然后注入铝模或钢模。冷却后,一个生产级热塑性塑料部件就形成了,并被顶出供进一步使用或组装。
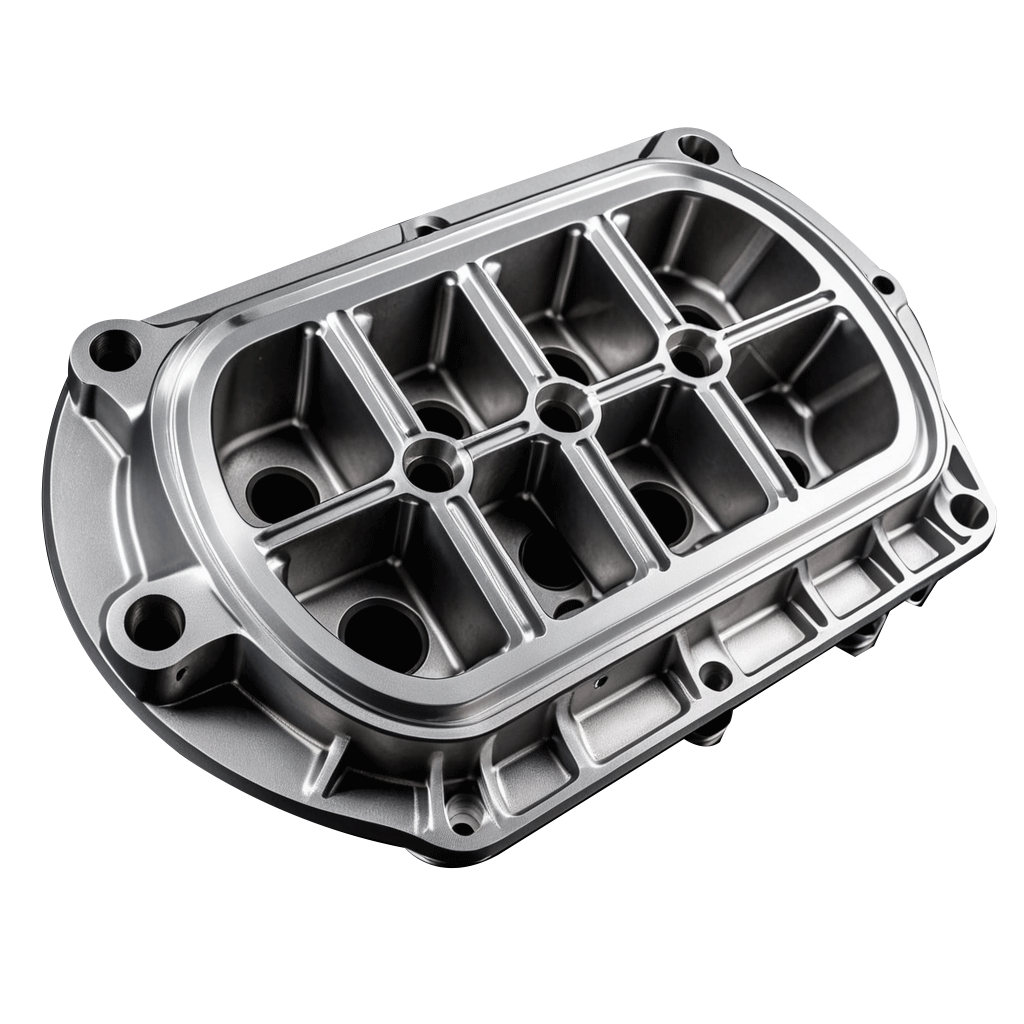
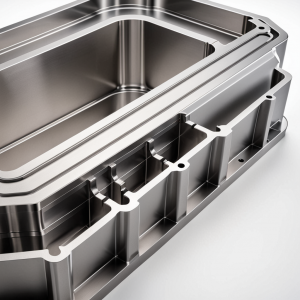
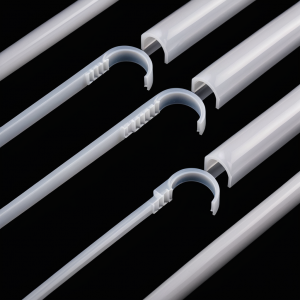
我们为各种工业应用提供的压铸件
通过定制压铸服务,GCH 可满足不同行业的需求。
常见问题
常见问题
我们的模具制作过程包括 6 个步骤:
步骤 1: 生产安排:确定所有要求并安排生产。
步骤 2: DFM 报告分析:免费提供详细的生产 DFM 报告,以便进一步进行可行性分析。
步骤 3: 生产模具:将模具投入生产,并提供整个周期的模具计划表,以便客户随时检查生产过程。
步骤 4: 免费样品测试:将模具投入生产,并提供整个周期的模具计划表,供客户随时检查生产过程。
步骤 5: 批量生产:客户确认样品合格后,正式进行后续生产。
步骤 6: 节省模具:生产完成并经过质量检验后交付。模具将被清洗并妥善保存,以备下一轮零件生产。
公差在注塑成型中至关重要;如果没有适当的规范和控制,就会出现装配问题。在 GCH,我们遵守 ISO 2068-c 的注塑公差标准,但也可根据需要满足更严格的规格要求。
我们没有最低订购量要求。但是,数量越大,价格越有竞争力。
订单下达后,模具设计和制作通常需要 35 天左右的时间,另外还需要 3-5 天来生产成型零件。
我们的服务成本取决于多个因素,如部件尺寸、模具复杂程度、型腔数量、材料类型和后处理要求。我们在平台上对这些因素进行分析后提供报价。
在 GCH,我们提供各种适用于各种应用的热塑性和热固性材料。一些常见的材料包括 ABS、聚碳酸酯、聚丙烯和 TPE。如需完整的材料清单或定制材料需求,请联系 我们的客户服务.
是的,GCH 提供 快速成型服务.这样,您就可以在投入大规模生产之前测试和验证您的设计。
最新文章
Top Materials Used In CNC Machining: A Comprehensive Guide
Precision CNC machining services for high-quality, custom parts. Expert manufacturing for industrial applications.
The Latest Trends In CNC Machining Technology You Should Know
“Precision CNC machining manufacturer offering high-quality custom parts, rapid prototypes, and production services for aerospace, automotive, medical, and industrial applications.”
Navigating the Precision Frontier: CNC Machining Trends Shaping 2025
Computer Numerical Control (CNC) machining stands as a cornerstone of modern manufacturing, underpinning the production